How Would a Dust Hazard Analysis Evaluate This System?
A Technical Scenario Breakdown for Facilities Handling Combustible Dust
Facilities handling combustible dust often operate systems that appear straightforward and familiar. However, under a formal Dust Hazard Analysis (DHA), even common configurations are evaluated through a structured hazard identification process.
This scenario presents a simplified combustible dust handling system to illustrate how a DHA methodology would be applied.
Process Configuration
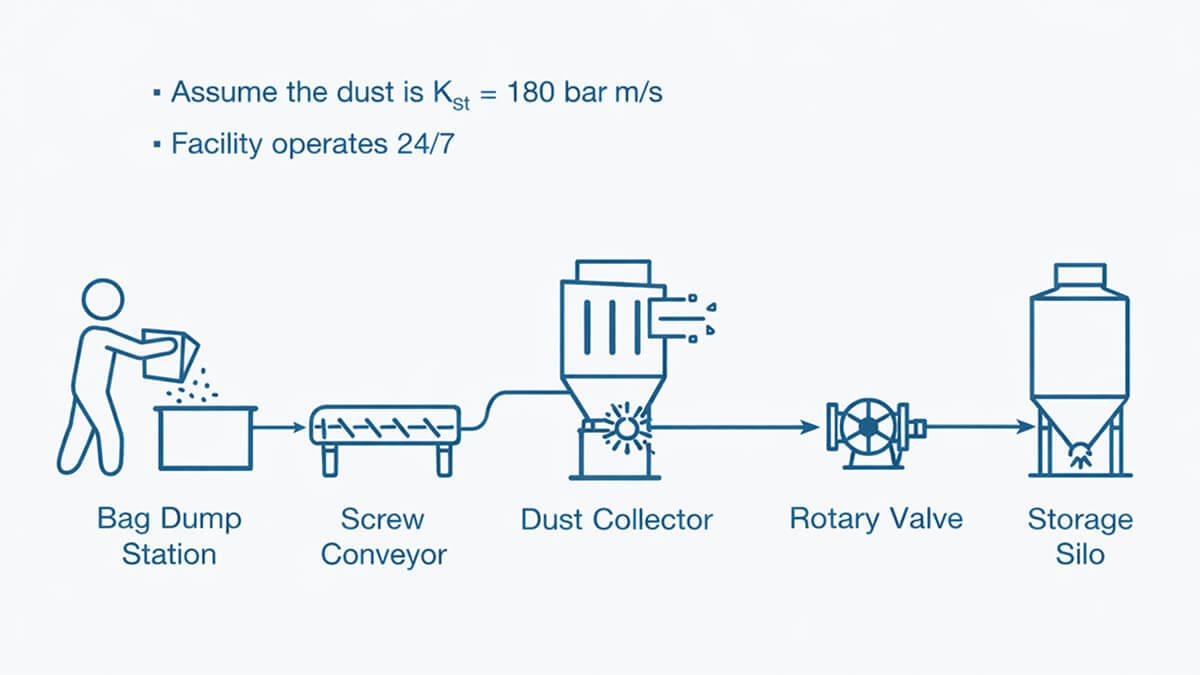
The system includes:
- Bag dump station
- Screw conveyor
- Dust collector
- Rotary valve
- Storage silo
Operating conditions:
- Continuous 24/7 operation
- Kst = 180 bar·m/s
A Kst value of 180 bar·m/s represents moderate explosion severity. Under these conditions, properly engineered explosion protection and isolation strategies are typically required depending on system configuration, volume, and connectivity.
At first glance, the layout appears typical. No unusual equipment. No exotic materials. A common industrial setup.
A Dust Hazard Analysis does not evaluate systems based only on appearance. It evaluates defined based on nodes, credible hazards, and documented safeguards.
Step 1: Material Testing and Data Verification
A DHA relies on current and defensible material data. Determining the characteristics of the powders handled helps inform every other part of the DHA.
Questions to consider:
- Has Minimum Ignition Energy (MIE) been evaluated?
- Are Minimum Ignition Temperature (MIT) values known for both cloud and layer conditions?
- Has particle size distribution changed with process modifications?
- Is the Kst value based on recent, representative testing?
Without accurate combustible dust testing, the risk evaluation lacks technical foundation.
Step 2: Where Can an Explosible Atmosphere Form?
Under NFPA 660, the next step of analysis begins by determining where combustible dust could become suspended at concentrations capable of supporting deflagration.
In this configuration, locations requiring evaluation may include:
- Bag dumping
- Internal conveyor void spaces
- Dust collector filter housings
- Silo headspace
Each node must be evaluated individually. A DHA does not treat the system as a single block. It examines equipment and interconnections in defined sections.
Step 3: Evaluation of Credible Ignition Sources
The next phase of analysis addresses potential ignition mechanisms based on equipment design, operating conditions, and process safety information.
Examples of ignition sources that would be evaluated include:
- Mechanical friction within the screw conveyor
- Bearing overheating
- Electrical faults
- Electrostatic discharge during bag handling
- Introduction of smoldering material into the collector
The objective is not to predict likelihood of a specific mechanism of ignition, but to determine whether credible ignition mechanisms exist and whether they are controlled through documented safeguards.
Step 4: Explosion Propagation and Isolation Assessment
If a deflagration were to initiate in the process, the DHA would evaluate potential flame and pressure propagation.
This includes review of:
- Duct connections and system volumes
- Explosion isolation devices between interconnected equipment
- Rotary valve performance as a barrier
- Structural strength of connected vessels
- Pressure amplification across interconnected equipment
Isolation between equipment is evaluated based on engineering design and verification, not assumption.
Step 5: Secondary Explosion Considerations
Primary explosion events are not typically the most destructive.
A Dust Hazard Analysis must evaluate whether:
- Fugitive dust accumulates on elevated surfaces beyond acceptable thresholds
- Pressure waves could disperse settled dust
- Secondary deflagration potential exists in building areas
Even moderate Kst materials can generate significant overpressure if secondary dust dispersion occurs.
What This Scenario Demonstrates
This configuration is common in many facilities. It may have operated for years without incident.
However, a formal Dust Hazard Analysis evaluates:
- Node-by-node hazard development
- Credible ignition scenarios
- Interconnected explosion propagation paths
- Adequacy of safeguards
- Documentation of recommendations
Systems that appear compliant during routine operation can reveal deficiencies when evaluated through structured DHA methodology.
Why This Matters Under NFPA 660
NFPA 660 requires facilities handling combustible dust to conduct a Dust Hazard Analysis that systematically identifies hazards, evaluates risks, and documents safeguards.
The standard does not rely on assumptions or informal review. It requires structured evaluation supported by process safety information and defensible material data.
If your facility operates similar systems, a structured Dust Hazard Analysis provides documented evaluation of hazards, ignition mechanisms, and safeguards under NFPA 660 expectations.
Sigma-HSE conducts Dust Hazard Analyses grounded in engineering methodology and combustible dust testing data. Whether your system is operating, expanding, or in design, we support systematic evaluation aligned with recognized combustible dust standards.
Discuss your combustible dust system configuration with our DHA specialists.
Email: info-us@sigma-hse.com
Phone: +1 (978) 880-5076

